
TM 9-4940-444-14 & P
EXHAUST PIPING INSTRUCTIONS - cont
7. Welding:
It is permissible to spot weld longitudinal and girth joints of galvanized or black sheet piping providing the welds
produce fusion of steel to steel and the number of weld spots correspond to the number of rivets required.
NOTE: Butt welding may be used for pipe joints but is seldom satisfactory for gages of metal less than
#16 U.S. gage.
D. Pipe Size.
1. Branch Pipe:
Branch pipe shall not be less in diameter than specified for the particular purpose by the various codes of the
American Foundrymen's Association and shall not be less than is required by law.
2. Header Pipe:
The diameter of the header nine at any point shall be as specified.
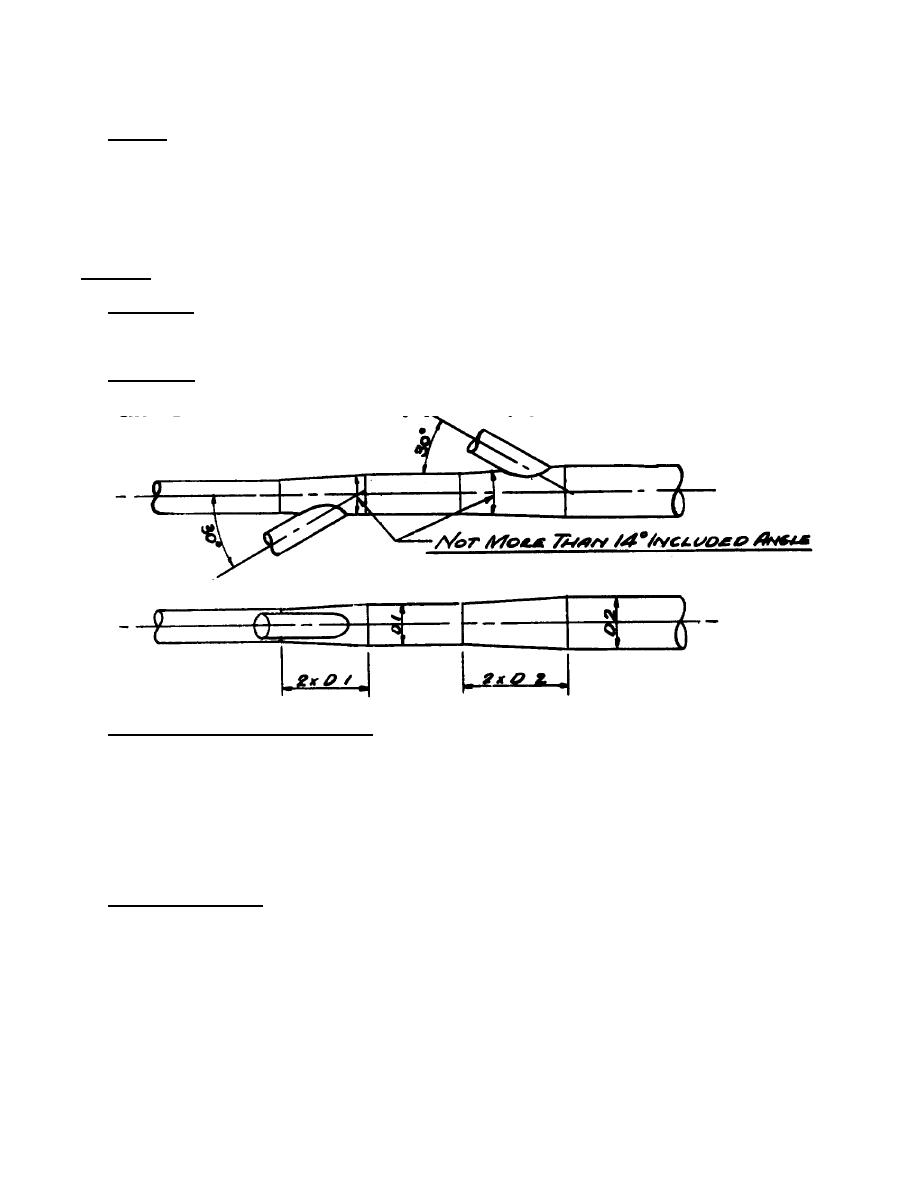
3. Branch Pipe Entries to the Header Pipe:
Branch pipe shall enter the header pipe at an angle not greater than 45 , measured on the centerlines of the pipes
and this angle should be as near 300 or less as practical. Entries shall be made on the sides or top of header pipe
and never on the under side, unless the connection can drain by gravity. Not more than one branch pipe shall
enter the header at the same point of intersection.
Branch pipe entries shall be made into a transformation piece unless for specific reasons where the branch pipe
may enter the header without change of size for means of balancing the system.
4. Transformation Pieces:
Wherever a section of piping of given diameter Joins another larger section, it shall be accomplished by means of
a transformation piece, the tapered sides of which are not greater than 140 included angle These pieces shall be
made from material not less in thickness than used in the largest straight pipe section adjoining.
75

