TM 55-1615-226-40
pit. Do not remove more
material than necessary to
effect repair as described.
Do not use grinding wheel
for repair.
Polish out corrosion dam-
age with fine to medium
grade abrasive cloth, (item
2, table 1-2) or fine India
stone and final polish to a
scratch-free finish with
crocus cloth (item 3, table
1-2).
Cadmium plating re-
moved by repair should be
reapplied by brush plating
(item 4, table l-2). Repair
areas on
aluminum
anodized surface with
brush alodine (item 9, table
1-2).
m. Repair corrosion damage to sleeve as
follows
NOTE
Damage in any one area
must not exceed 0.25
square inch in area or 0.75
inch in any one length. The
area wherein the repair is
blended into the surround-
ing area is not included in
these limits.
(1) Polish out corrosion damage not
exceeding 0.005 inch in depth to the flat surfaces
surrounding the I. MO-inch diameter holes and the
inside and outside of the 4.080-inch OD cylindrical
surfaces. Damage shall not exceed 0.010-inch depth
after repair.
(2) Corrosion damage shall not exceed
0.017 inch in depth in all areas of the sleeve other
than specified in step m, (1) above. Damage shall not
exceed 0.035 inch in depth after repair.
NOTE
Polish out corrosion dam-
age blending the repair
smoothly into the sur-
rounding surface. Polish
out corrosion damage to
twice the depth of the grit.
Do not remove more mat-
erial than necessary to
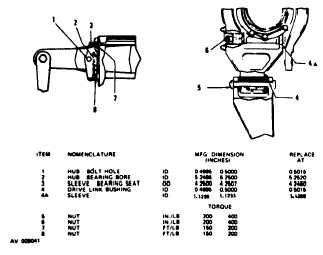
Figure 2-2. Limits Charts - Scissors and Sleeve
Assembly.
effect repair as described.
Do not use grinding wheel.
Polish out corrosion dam-
age with fine to medium
grade abasive cloth (item
2, table 1-2) or fine India
stone, and final polish to a
scratch-free finish with
crocus cloth (item 3, table
1-2).
Cadmium plating re-
moved by repair should be
reapplied by brush cad-
mium plating (item 4,
table 1-2). Repair areas on
aluminum anodized sur-
faces with brush alodine
(item 9, table 1-2).
n. Score msarks on the inside surface of holes
and bushinga may be polished out if the damage is
0.002 inch or less.
2-28. Lubrication.
2-29. Lubricate mating surfaces during reassembly
with oil (item 5, table 1-2). Use compound (item 6,
table 1-2) on mating threads of dissimilar metal.
Repack bearings that do not have lubrication
fittings, before reassembly, with grease (item 7, table
1-2).
2-11